
How To Build A Fly Wheel Locking Tool
Sometimes it will just take too much time to get that special tool, so Cain from Wolf Performance shows you how to do it yourself!
“No we have to order that tool, it’ll be about 5-6 days as it’s not a stock item but there’s no telling if it will fit as your Morgan as the engine codes don’t match the system” So this month’s rumbling is:
How To Build A Fly Wheel Locking Tool
- Materials required
- 6mm thick steel Flat Bar
- Section of T bar steel
- Steel Rule or Vernier’s
- Welder
- G-clamps
Step 1
Take your 6mm steel Flat Bar and lay up over your chosen Gearbox Mount Bolt holes on the Engine Case; marking, cutting and filing the plate to the final size that you require and always remember to remove the burrs.
Step 2
Measure the centres of your chosen bolt holes with Vernier’s or a steel rule, then transfer your 6mm plate, and centre punch ready for drilling. The trick here is to measure from circumference to circumference (not centre to centre).
Step 3
Drill the bolt holes in the 6mm steel flat bar. The gearbox mounting bolts on this Engine Case they are M10, so remember to start with a pilot (small) drill first and work your way to the 10.2mm. 10.2 will give a snug fit. Remove all Burr’s.
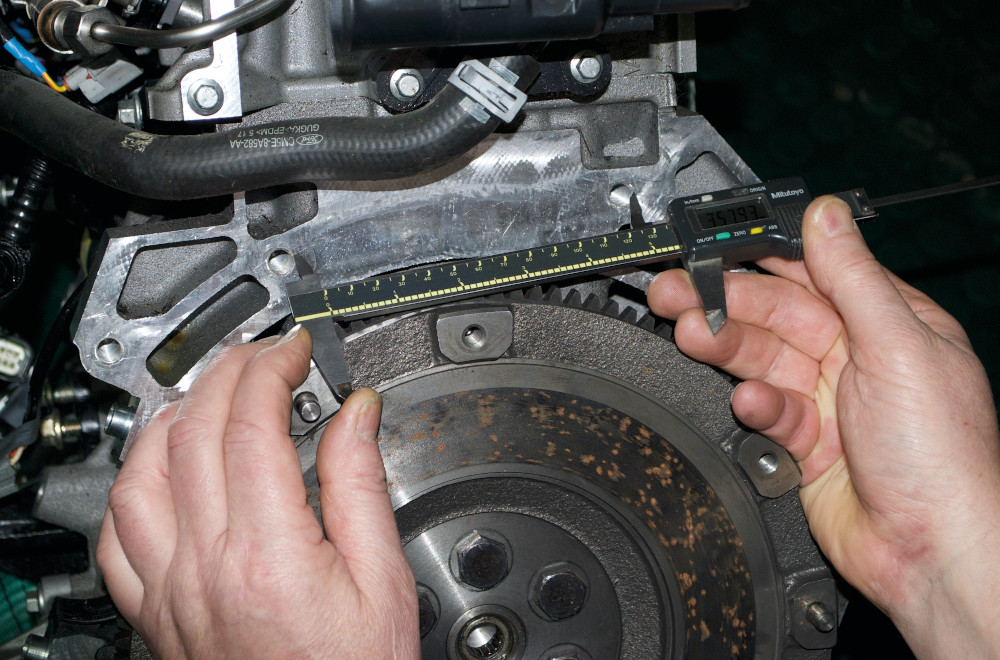
Step 2. Measure the bolt Centres 
Step 3 Drill Holes
Step 4
Check you measured correctly…bolt the bare 6mm steel flat bar to the gearbox mount position on the engine case. As long as the bolts do not ‘bind’ and run free; then you have the bolt hole locations correct.
Note: Do not force the threads, as you are bolting in to an aluminium casting so the bolt centres need to be correct so not to cause cross-threading. If it is incorrect consider elongating the hole with a round file or have another go!
Step 5
Measure the distance from the top surface of the 6mm steel flat bar to the outer edge of the fly wheel teeth and then cut 2 pieces T-bar steel to that length.
Step 6
With the 6mm steel flat bar bolted to engine case mounts. Place the cut T-bar steel in the teeth that you want to use. Allow the T-bar steel to settle into position.

Step 5. T-bar pieces cut to length 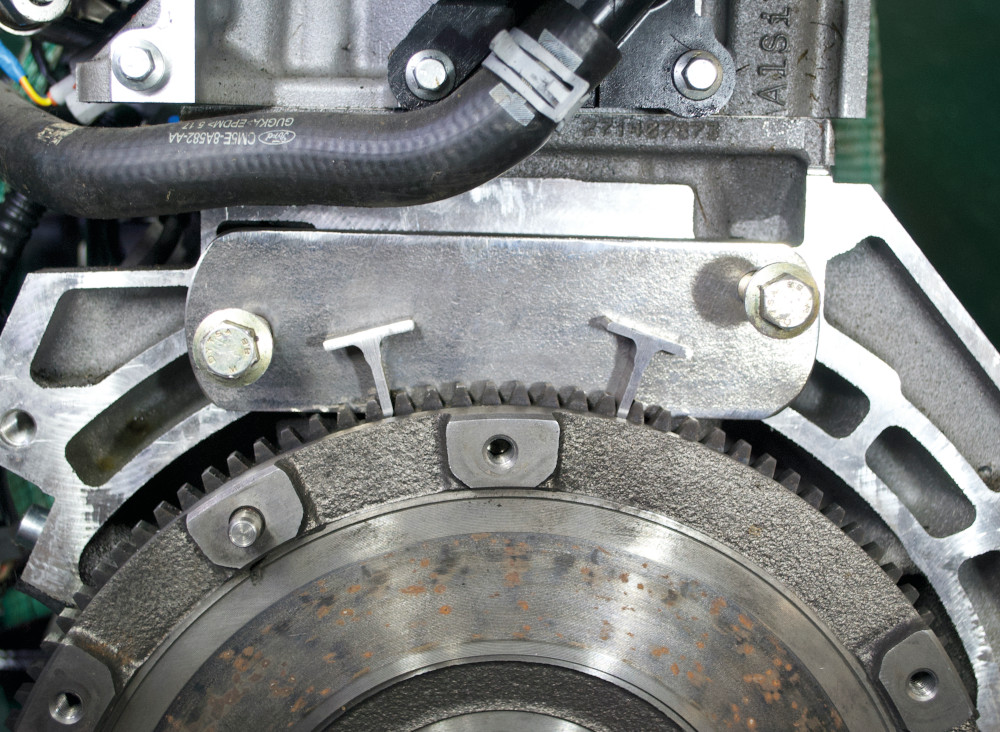
Step 6. Place the T-bar in the desired position
Step 7
Use a scribe to mark the 2 T-bar steel in position on the 6mm steel flat bar
Step 8
Clamp both the cut T-bar steel in place on your scribed marks.
Step 9
Time to weld the cut T-bar to the 6mm flat bar (if you are welding with a battery powered welding mask, ensure it is turned on!)
Step 10

Step 7. Scribe around the T-bar 
Step 8. Clamp the T-bar peices in place. Then weld! 
Step 9. Time to weld 
Step 10. Tool is ready for use
Your fly wheel locking tool is now ready for use!